






















































































Аммиак R717 (NH3) — единственный хладагент, который одновременно даёт COP на 15–20% выше фреонов, имеет нулевой ODP и GWP=0, стоит в 60–80 раз дешевле R134a и при этом требует категорически другой инженерии: запрет на медь, отдельные правила ПБ 09-595, нормы ТР ТС 032/2013 для сосудов под давлением, газоанализаторы и системы аварийной вентиляции. Эта статья — разбор, где аммиак экономически и технически оправдан, а где остаться на фреонах или гликолях дешевле и безопаснее.
Аммиак занимает уникальное место в семействе хладагентов благодаря трём ключевым физическим свойствам.
Теплота парообразования. При t = 0 °C и p = 4,29 бар (абс.) теплота испарения R717 составляет 1370 кДж/кг. Для сравнения — R134a даёт 199 кДж/кг, R404A — 170 кДж/кг, R410A — 220 кДж/кг. Это означает, что для отвода 1 МВт холода через аммиачный испаритель достаточно прокачать через систему ≈ 730 кг/час NH3, тогда как через R134a-контур — почти 5000 кг/час. Меньший массовый расход = меньший диаметр трубопроводов, меньшая мощность компрессора на циркуляцию, меньшие гидравлические потери.
Плотность пара. Удельный объём пара аммиака на всасе компрессора (t = –10 °C) составляет 418 л/кг — выше, чем у фреонов в 4–6 раз. Это компенсирует малый массовый расход и приводит к тому, что объёмный расход на всасе компрессора получается сопоставимым с фреоновыми контурами, но при значительно более низкой нагрузке на сальники и подшипники.
Кривая насыщения и температура нагнетания. При высокой степени сжатия (например, –40 °C → +35 °C) аммиак выходит из компрессора с температурой нагнетания 130–150 °C, тогда как R134a в тех же условиях даёт 70–85 °C. Это с одной стороны ограничивает применение однокаскадного цикла на низких температурах кипения (ниже –35 °C), с другой — даёт огромный потенциал для тепловых насосов: с аммиаком реально получать горячую воду 90–95 °C через конденсатор без двухкаскадной схемы.
COP. В типовом холодильном цикле для овощехранилища (tисп = –10 °C, tконд = +35 °C) COP аммиачной системы составляет 3,2–3,6 против 2,7–3,0 у R134a и 2,5–2,8 у R404A. На годовой выработке холода 5000 МВт·ч это даёт экономию электроэнергии 250–400 МВт·ч/год, что в денежном выражении при тарифе 7 ₽/кВт·ч — 1,7–2,8 млн ₽/год.
Кардинальная разница в цене самого хладагента — главный аргумент в пользу NH3 для крупных систем.
| Хладагент | Цена за кг, ₽ | Заправка типового контура 200 кВт, кг | Стоимость заправки, ₽ |
|---|---|---|---|
| R717 (аммиак) | 14–22 | 80–120 | 1 100–2 600 |
| R290 (пропан) | 180–280 | 40–60 | 7 200–16 800 |
| R134a | 1 200–1 800 | 150–220 | 180 000–396 000 |
| R404A | 1 800–2 600 | 200–280 | 360 000–728 000 |
| R410A | 1 600–2 400 | 140–200 | 224 000–480 000 |
| R32 | 1 400–2 000 | 110–160 | 154 000–320 000 |
Разница в 100–300 раз по стоимости первоначальной заправки и при последующих дозаправках после ремонтов. Для холодильного склада на 5000 м² с типовой заправкой 3–5 тонн хладагента это означает: NH3 контур обойдётся в 50–110 тыс. ₽ только за вещество, R404A в той же системе — 7,5–13 млн ₽. С учётом того, что F-gas-регулирование в РФ постепенно ужесточается (постановление Правительства РФ № 1379 от 28.08.2017 и поправка Kigali), цены на ГФУ-хладагенты с каждым годом растут, а NH3 — стабильны.
Но есть и обратная сторона: оборудование под аммиак стоит дороже. Аммиачный винтовой компрессор GEA Grasso V-серии или Mycom 250VL обойдётся в 4,5–8 млн ₽ против 1,8–3 млн ₽ за фреоновый аналог той же холодопроизводительности. Аммиачный испаритель из нержавейки 12Х18Н10Т или 09Г2С с алюминиевыми ребрами — 1,2–2,5 раза дороже стандартного медного фреонового. Газоанализаторы (минимум 4 шт), система аварийной вентиляции с расходом 10–20-кратного воздухообмена, эвакуационная сигнализация, обвязка ПБ 09-595 — добавляют 2,5–5 млн ₽ к проекту.
Таким образом, точка безубыточности по CAPEX между R717 и R134a/R404A проходит примерно на холодопроизводительности 250–400 кВт. Ниже — фреон дешевле (в т.ч. с учётом инфраструктуры), выше — аммиак уверенно выигрывает по совокупной стоимости владения за 10–15 лет.
Самая частая ошибка проектировщиков, переходящих с фреонов на аммиак, — попытка использовать привычные медные трубки и припои. Это критическая ошибка по причинам химии.
Аммиак в присутствии влаги (а абсолютно сухого NH3 в реальной системе не бывает — всегда есть 50–500 ppm воды из-за гигроскопичности) образует с медью комплексные соединения [Cu(NH3)4]²⁺ — медно-аммиачные комплексы. Этот процесс называется аммиачным крекингом меди. За 3–8 месяцев медная трубка диаметром 12 мм с толщиной стенки 1 мм истоньшается до критического значения и даёт сквозную утечку. Латунь, бронза, мельхиор разрушаются ещё быстрее — за 6–12 недель.
Поэтому в аммиачных системах разрешены только следующие материалы:
Что категорически запрещено:
Этот единственный фактор — запрет на медь — делает невозможной замену хладагента «вытеснением» в существующих фреоновых системах. Под аммиак контур проектируется с нуля.
Аммиак — токсичное вещество 4-го класса опасности по ГОСТ 12.1.007-76. Это менее опасно, чем хлор или фосген, но требует серьёзной инженерной защиты.
Токсичность. ПДК в воздухе рабочей зоны — 20 мг/м³ (ГН 2.2.5.3532-18). Запах ощущается с 5 мг/м³ — это даёт раннее предупреждение о утечке. Раздражение слизистых при 50 мг/м³, опасные для жизни концентрации — от 500 мг/м³. Острые отравления случаются на промышленных авариях, но за всю историю эксплуатации аммиачных холодильных систем в РФ статистика смертельных случаев — 0,5–1,2 на 1000 машинных залов в год при правильной эксплуатации.
Горючесть. Нижний концентрационный предел распространения пламени (НКПР) — 15% NH3 в воздухе, верхний — 28%. Это узкий диапазон, и при типовых утечках достичь его в открытом помещении практически невозможно — раньше сработает вентиляция и газоанализатор. Минимальная энергия зажигания — 680 мДж, что в 200 раз выше, чем у пропана. По классификации EN 378 и ASHRAE Standard 34 NH3 относится к классу B2L — токсичный, низкая горючесть.
Нормы РФ для проектирования:
Обязательное оборудование машзала по ПБ 09-595:
Бюджет на безопасность для типового машзала холодильного склада 1–2 МВт — 3,5–6 млн ₽ единовременно плюс 250–400 тыс. ₽/год на поверки газоанализаторов, обучение персонала, обновление СИЗОД.
География использования R717 в России в первую очередь определяется размером объекта и наличием квалифицированного эксплуатационного персонала.
Промышленные холодильные склады — основной сегмент. Овощехранилища ОАО «Дмитровские овощи» (Подмосковье), мясокомбинаты группы «Черкизово», рыбоперерабатывающие заводы «Норебо» (Мурманск, Владивосток), молочные комбинаты «Молвест», «Эконива». Типовая мощность холодильных машин — от 500 кВт до 8 МВт. Здесь NH3 экономит миллионы рублей в год на электроэнергии и десятки миллионов на хладагенте.
Ледовые арены и катки — типовая мощность 700 кВт – 1,5 МВт. После ужесточения F-gas-регулирования в Европе крупные арены массово возвращаются на NH3. В РФ — «Мегаспорт», ВТБ Арена, ледовые дворцы «Адмирал» (Воронеж), «Кристалл» (Саратов).
Пивоварни — Балтика, AB InBev Efes, российские крафтовые заводы при мощности от 100 тыс. гектолитров/год. Аммиак работает на охлаждение сусла, ферментации, выдержке.
Химпром — производство удобрений (где NH3 одновременно и хладагент, и сырьё), нефтехимия, фармацевтика. Здесь применение NH3 экономически безальтернативно.
Крупные тепловые насосы 500 кВт+ — для районного теплоснабжения, утилизации тепла промышленных стоков. В Скандинавии, Швейцарии, Германии аммиачные тепловые насосы Mayekawa NewTon, GEA RedAstrum, Star Technologies Neatpump активно ставят на температуры 75–90 °C. В РФ пока единичные установки — Сахалин-2, ТЭЦ Калининград.
Молочное производство и переработка — где требуется быстрое охлаждение больших объёмов жидкости. Здесь часто применяется промежуточный гликолевый контур — NH3 охлаждает пропиленгликоль на –4...–8 °C, гликоль уходит на потребителей.
Где NH3 не применяется и не будет применяться:
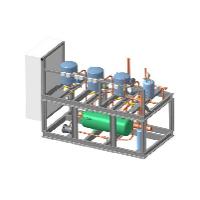
В отличие от фреонов, где можно купить компактный моноблок-чиллер и поставить на крышу, аммиачная установка — это всегда набор отдельных аппаратов в выделенном машзале. Типовая схема включает: компрессор, маслоотделитель, конденсатор, линейный ресивер, экономайзер (для двухступенчатых), регулирующие вентили, испаритель, отделитель жидкости.
Компрессоры. Основные типы для аммиачных систем:
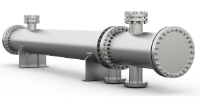
Испарители. Здесь критичен выбор между затопленным и сухим типом — подробнее см. отдельную статью. Для аммиачных систем чаще применяют:
Конденсаторы. Чаще всего применяются:
Выбор конденсатора чиллера на NH3 — отдельная сложная задача с учётом климата, доступности воды, требований к COP и экологическим выбросам.
За 30+ лет промышленной эксплуатации аммиачных установок в России и мире накоплена детальная статистика отказов и аварий. Главные риски разделяются на три категории.
1. Утечки NH3 через сальники компрессоров и арматуру. По данным Ростехнадзора за 2020–2024, около 70% инцидентов связаны с износом торцевых уплотнений винтовых компрессоров и манжет фланцевых соединений. Типичный размер утечки — 0,5–5 кг/час. При наличии исправной аварийной вентиляции и газоанализаторов такие утечки локализуются и не приводят к серьёзным последствиям.
Профилактика: ТО торцевых уплотнений каждые 6000 моточасов или 12 месяцев (что раньше), замена сальникового набивочного материала по графику производителя, шок-тест системы детекции газа раз в квартал.
2. Разгерметизация теплообменных аппаратов. Кожухотрубные испарители ИХ-1, ИХ-2 при некачественной воде в межтрубном пространстве (карбонатные отложения, биокоррозия) могут давать утечку через коррозионные язвы в трубках. Аммиак уходит в гликолевый или рассольный контур, оттуда в атмосферу. Профилактика — водоподготовка межтрубного контура и периодическая опрессовка трубных пучков на 1,25·pраб в соответствии с ТР ТС 032/2013.
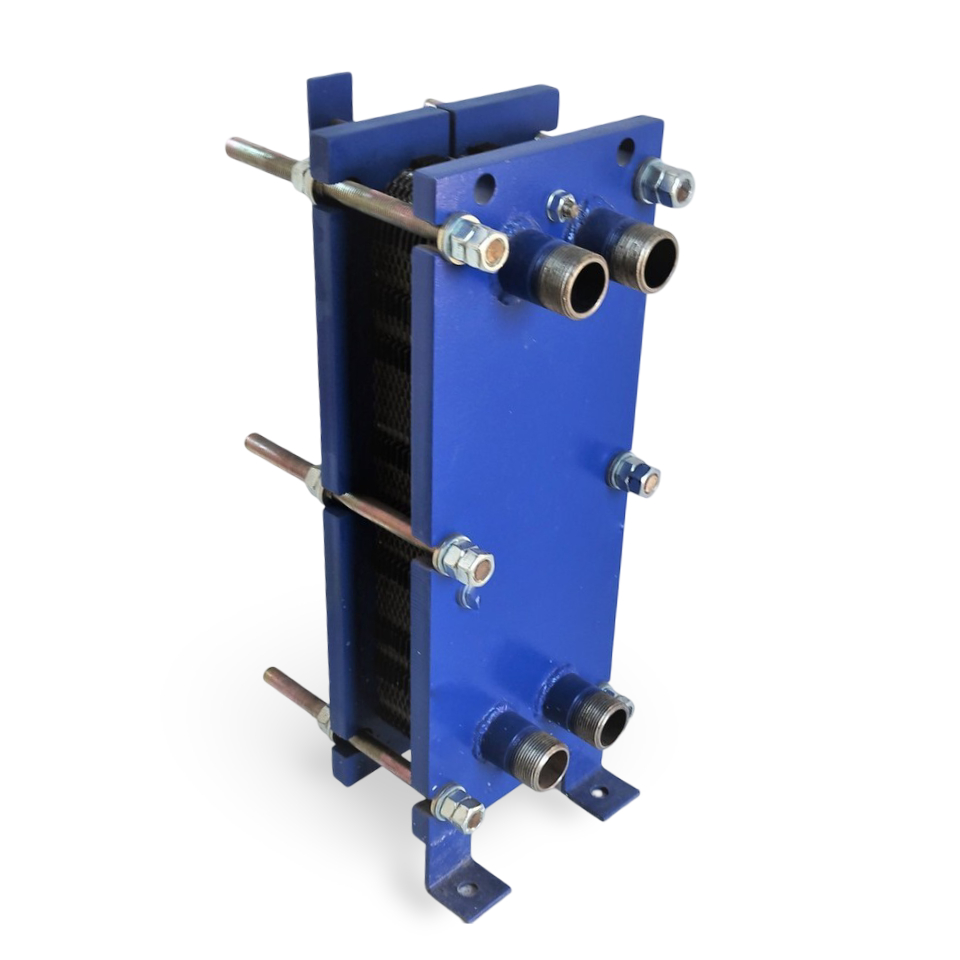
Для пластинчатых полусварных испарителей риск — точечный износ пластин из-за гидроударов при неправильно настроенной системе регулирования. Помогает установка отделителя жидкости перед испарителем и плавный пуск/останов с инверторной частотой компрессора.
3. Гидроудары в системе. Жидкий NH3 несжимаем (как и любая жидкость), и попадание его на всас компрессора приводит к катастрофическому разрушению клапанов, поршней, ротора. Признаки начинающихся проблем: возрастание температуры нагнетания, шум на всасе, рост вибрации. Защита: правильно настроенный ТРВ или электронный РРВ, отделитель жидкости с подогревом, защита по перегреву всаса минимум 5 К.
4. Залповые выбросы при аварии оборудования. Это самый серьёзный сценарий — разрыв ресивера, разрыв линии нагнетания, авария на компрессоре с выбросом 100+ кг NH3 одномоментно. Последствия моделируются по ГОСТ Р 12.3.047-2012 и определяют зоны ограничений вокруг машзала. На правильно спроектированных установках за последние 20 лет в РФ не было ни одного случая с человеческими жертвами от такого сценария — благодаря локализации в машзале с автоматической вентиляцией и отдельностоящему положению здания.
Аммиак — не панацея. Есть ситуации, когда переход на NH3 нецелесообразен или невозможен. Что выбрать тогда?
| Применение | Альтернатива NH3 | Аргументы |
|---|---|---|
| Кондиционирование офисов, ТЦ | R32, R454B, R513A | Низкий заряд, безопасность для людей в помещении |
| Холодильные склады 50–300 кВт | R448A, R449A, R513A | Не нужен отдельный машзал и обучение персонала |
| Транспортный холод | R452A, R134a, R513A | NH3 запрещён на транспорте по ДОПОГ |
| Низкие температуры –50...–80 °C | R23, R508B, каскад CO2/NH3 | NH3 не работает ниже –40 °C однокаскадно |
| Бытовые ТН до 30 кВт | R290 (пропан), R454C | Стоимость и безопасность |
| Пищпром с прямым контактом | Гликолевый промежуточный контур | NH3 не должен напрямую охлаждать пищевые среды |
| Стационарные ТН 50–500 кВт | R290 (пропан), CO2 (R744) | Меньшие требования к обслуживанию |
CO2 (R744) заслуживает отдельного упоминания — это второй «природный» хладагент, активно вытесняющий ГФУ в торговом холоде и каскадных системах. CO2 не токсичен, не горюч, GWP=1, цена сопоставима с R717. Но рабочие давления CO2 в 4–6 раз выше (40–120 бар против 10–25 у NH3), что требует другой механики. В каскадных системах CO2/NH3 на верхнем каскаде стоит аммиак, на нижнем — углекислота для отвода тепла с продуктов до –35...–55 °C.
R290 (пропан) — горючий, но не токсичный. Хорошо подходит для систем 5–50 кВт (бытовые ТН, торговое холодильное оборудование). Низкий заряд за счёт высокой эффективности, GWP=3. Стандартная заправка одного контура — 150–500 г, что в десятки раз ниже порога ATEX-зон.
Если экономика сошлась, и решение в пользу NH3 принято — порядок проектирования отличается от типового фреонового проекта.
Сроки проектирования от ТЗ до получения положительного заключения ЭПБ — от 4 до 9 месяцев. Стоимость проекта на установку 1–2 МВт холодильной мощности — 4–8 млн ₽ только за проектирование, не считая ЭПБ, согласований, авторского надзора.
| Позиция | Параметр | Цена, ₽ |
|---|---|---|
| Аммиак технический ГОСТ 6221-90, марка А | 1 тонна, наливом ж/д цистерна | 14 000–22 000 |
| Аммиак, баллонная заправка | 50 кг, баллон | 1 800–2 800 (вкл. тару) |
| Компрессор винтовой GEA Grasso V450 | 450 кВт, –10/+35 | 4 800 000–6 500 000 |
| Компрессор поршневой Mycom WB6F | 120 кВт, –30/+35 | 1 600 000–2 200 000 |
| Кожухотрубный испаритель ИХ-15, 09Г2С | 500 кВт, F=85 м² | 1 100 000–1 600 000 |
| Пластинчатый испаритель SWEP B649 NH3 | 300 кВт | 650 000–950 000 |
| Конденсатор воздушный Lu-Ve EAV | 600 кВт при Δt=10 К | 1 200 000–1 800 000 |
| Конденсатор испарительный BAC VL-260 | 1 МВт | 2 800 000–4 200 000 |
| Линейный ресивер, V=2,5 м³, ТР ТС 032 | 16 бар, 09Г2С | 650 000–1 100 000 |
| Газоанализатор Dräger Polytron 3000 NH3 | двухпороговый, ATEX | 180 000–260 000 |
| Система вентиляции аварийная | 50 000 м³/час, машзал 300 м² | 1 800 000–3 200 000 |
| СИЗОД ИП-4М, шкаф 10 шт | комплект на машзал | 180 000–280 000 |
| Проектирование машзала 1–2 МВт + ЭПБ | под ключ | 4 500 000–9 000 000 |
| Обучение оператора холодильной установки | 240 часов, аттестация | 45 000–75 000 за человека |
| Годовое обслуживание (масло, фильтры, поверки) | 1 МВт установка | 650 000–1 100 000/год |
Цены актуальны на 2-й квартал 2026, без учёта монтажа и пусконаладочных работ. Монтаж — типично 25–35% от стоимости оборудования. ПНР — 8–12%.
Нет, это невозможно. Все медные элементы (а это 100% фреоновой системы — трубопроводы, теплообменники, арматура) разрушатся за месяцы. Под аммиак проектируется новая установка с нуля, с заменой компрессора, испарителя, конденсатора, всей обвязки, систем безопасности. Бюджет такого «перевода» сопоставим со строительством новой установки.
Любая стационарная аммиачная холодильная установка независимо от заряда подпадает под действие ПБ 09-595-03. При заряде менее 1000 кг это III класс опасности ОПО, при заряде 1000–10 000 кг — II класс, более 10 000 кг — I класс. Регистрация в Ростехнадзоре обязательна при любом заряде стационарной системы. Исключение — баллоны до 50 кг для лабораторного использования.
Для машзала с круглосуточной работой — минимум 4 машиниста (4 смены по 6 часов или 3 смены по 8 часов с одним подменным). Все аттестованные по 240-часовой программе. Плюс инженер-механик в одну смену и инженер-электрик. На небольших установках с дистанционным мониторингом возможна работа без постоянного присутствия персонала в машзале — но обходчик каждые 2–4 часа, дежурный диспетчер с доступом к удалённой панели, договор с подрядчиком на оперативное реагирование.
Да, но только полусварной или паяный без меди. Alfa Laval AlfaNova (на нержавейке, сваренный диффузионной сваркой), SWEP B-серия с никелевой пайкой, Kelvion NX. Стандартные паяные на медном припое (большинство дешёвых пластинчатых для фреонов) — категорически нельзя. Полусварной с разборными уплотнениями EPDM/Bütyl на сторону NH3 — самый универсальный вариант. Стоимость такого аппарата в 1,5–2,5 раза выше стандартного фреонового той же мощности.
По ПЛАС: эвакуация персонала из зоны утечки в сторону, противоположную направлению ветра (для открытых установок) или к ближайшему выходу (для машзала). Запуск аварийной вентиляции (срабатывает автоматически от газоанализатора). Перекрытие магистральных вентилей жидкого NH3. Включение водяной завесы (если есть в проекте). Вызов АСФ. Вход в зону утечки — только в изолирующем противогазе ИП-4М и защитном костюме Л-1. Категорически нельзя использовать фильтрующие противогазы — они не задерживают NH3 в высоких концентрациях.
В сухом виде — нет. Сталь 09Г2С, сталь 20, нержавейки AISI 304/316L в безводном NH3 служат десятилетиями. Проблемы начинаются при попадании воды (>500 ppm) и кислорода — образуется аммиачная азотистая кислота, которая медленно разъедает сталь. Поэтому в эксплуатации критично поддерживать сухость хладагента (фильтры-осушители с цеолитом), не допускать подсоса воздуха в нагнетательную линию, регулярно проверять содержание масла и влаги в системе. Анализ проб NH3 — раз в год лабораторно.
Технически — да, но практически — нет. Для коттеджа 200–300 м² нужен ТН мощностью 15–25 кВт. Под такую установку с NH3 потребуется отдельный машзал, газоанализаторы, аварийная вентиляция, обучение хозяина дома по программе 240 часов, регистрация в Ростехнадзоре, ежегодные проверки — это абсолютно несоразмерно задаче. Для коттеджей оптимально R290 (пропан) или R32 — компактные моноблоки до 30 кВт без специальных требований. Аммиак для ТН экономически оправдан с мощности 500 кВт+ (районное теплоснабжение, многоквартирные дома, промышленные объекты).
В винтовых маслозаполненных — каждые 6000–8000 моточасов (примерно раз в год при круглосуточной работе) или по результатам анализа. Анализ масла — кислотное число, содержание воды, металлические частицы — раз в 6 месяцев. Масло специфическое для NH3 — Mobil EAL Arctic, Shell Refrigeration Oil S4, Suniso 4GS — минеральное или PAO, нерастворимое в аммиаке (в отличие от фреоновых эфирных POE-масел). Объём заправки винтового компрессора 500 кВт — 60–120 литров, стоимость литра масла — 800–1500 ₽. Полная замена с фильтрами — 80–180 тыс. ₽ за один компрессор.
Гликолевый контур — это вторичный хладоноситель, который сам не содержит NH3. Аммиак работает в первичном контуре чиллера, охлаждает гликоль через испаритель, а гликоль уже идёт к потребителям охлаждения. Это самая безопасная схема для пищпрома, ледовых арен, кондиционирования. Заряд NH3 при этом небольшой (50–300 кг даже на 1 МВт холода), а гликолевый контур может тянуться на 500–1500 м без проблем. Подробно — см. статью «Пропиленгликоль: особенности применения, безопасность и преимущества».
Для подбора аммиачной холодильной установки или теплового насоса под ваш объект позвоните инженерам sn22.ru или отправьте параметры (требуемая холодопроизводительность, температуры кипения/конденсации, наличие воды для конденсатора, ограничения по площадке, требования по обслуживанию) — расчёт за 30 минут с обоснованием выбора схемы, оборудования и оценкой бюджета на безопасность и эксплуатацию.
Полезные материалы:





